

خط بثق الخشب البلاستيكي للألواح الصلبة بسمك 50 مم
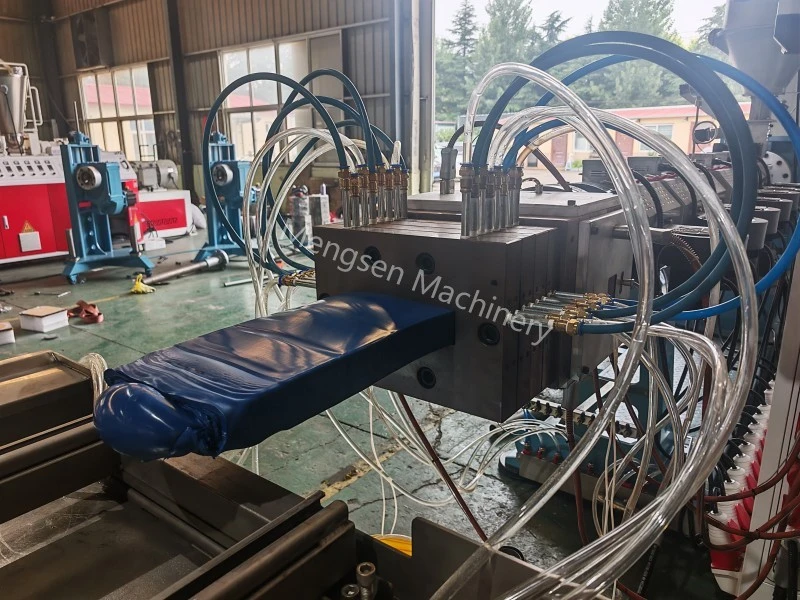
أجرت Yongte التشغيل التجريبي الأولي لخط بثق الخشب البلاستيكي للألواح الصلبة السميكة مقاس 200 × 50 مم، مما أدى إلى تحسين قسم قولبة القالب لحل مشكلات التشوه
1. نظرة عامة على الإنتاج التجريبي للمعدات الأولية
في الآونة الأخيرة، أكملت Yongte بنجاح الإنتاج التجريبي الافتتاحي لخط بثق الخشب البلاستيكي المتقدم، والذي يستهدف معالجة الألواح البلاستيكية الصلبة بسمك 200 × 50 مم. والتزامًا بمفهوم إعادة تدوير الموارد والإنتاج الأخضر، اعتمد هذا التشغيل التجريبي على قصاصات البلاستيك المعاد تدويرها كمواد خام، مما تحقق من قدرة المعدات على التكيف مع نفايات المواد البلاستيكية وجدوى الإنتاج الضخم للخشب البلاستيكي السميك.

2. أداء تلدين ممتاز للمواد المعاد تدويرها
أثناء عملية التشغيل الأولية، قدم جهاز البثق عالي السرعة أداءً استثنائيًا في التلدين المصهور. تحت التحكم الدقيق في معلمات البثق، تم إذابة قصاصات البلاستيك المعاد تدويرها وتجانسها بالكامل، حيث قدمت المادة المنصهرة نسيجًا موحدًا وسيولة جيدة وتأثير تلدين إجمالي مستقر. تضع جودة التلدين الممتازة أساسًا متينًا للإنتاج المستقر للألواح البلاستيكية المعاد تدويرها عالية الأداء وتثبت قدرة معالجة المواد المتميزة لمعدات بثق Yongte للمواد الخام البلاستيكية المستعملة.

3. تحليل انتفاخ اللوحة وعيوب التشوه
ومع ذلك، ظهرت تحديات تقنية مستهدفة في مرحلة تشكيل الألواح الصلبة فائقة السُمك. نظرًا لسمك المنتج النهائي البالغ 50 مم، يوجد تدرج واضح في درجة الحرارة بين السطح والطبقة الأساسية للوحة أثناء عملية التبريد والتشكيل. يبرد سطح اللوحة السميكة ويتصلب بسرعة، بينما تحتفظ المادة الأساسية الداخلية بدرجة حرارة عالية لفترة أطول وتخضع للانكماش الحراري المستمر أثناء التبريد الطبيعي اللاحق. إن سرعة التبريد والانكماش غير المتناسقة بين الطبقات الخارجية والداخلية تؤدي إلى إجهاد داخلي غير متوازن، مما يؤدي في النهاية إلى انتفاخ وسطي وتشوه موضعي للوحة الصلبة بسمك 200×50 مم، مما يؤثر على التسطيح ودقة الأبعاد للمنتج النهائي.

4. حلول تحسين قسم صب القالب
استناداً إلى التحليل المتعمق لبيانات التشغيل التجريبي وظروف الإنتاج في الموقع، أكد فريق Yongte الفني أن الحل الأساسي يركز على التحسين الهيكلي لقسم القولبة بالقالب. بهدف حل مشكلة تدفق الذوبان غير المتوازن ومشاكل تشكيل التبريد غير المتساوية للألواح السميكة للغاية، سيقوم الفريق بإجراء ترقيات مستهدفة على هيكل قناة تدفق القالب ونظام توزيع التدفق وتخطيط التبريد. من خلال تحسين مقاومة تدفق الذوبان لقسم القولبة، وموازنة سرعة تغذية المواد للمناطق الوسطى والحافة للقالب، والتوافق مع تصميم التبريد المتدرج والموحد، سيتم التخلص من تركيز الضغط الداخلي للألواح السميكة بشكل فعال. سيؤدي هذا التحسين إلى مزامنة سرعة التبريد والتشكيل للطبقة السطحية والأساسية للمنتج، وحل عيب تشوه الانتفاخ الأوسط بشكل أساسي للألواح الصلبة فائقة السُمك 50 مم، وتحسين استقرار الأبعاد الشامل واستواء المنتجات النهائية.
5. ملخص التشغيل التجريبي وخطة التطوير اللاحقة
لقد تحقق هذا التشغيل التجريبي الأولي بشكل كامل من تفوق المعدات في مجال التلدين وكشف عن نقاط التحسين الرئيسية لقولبة المنتجات ذات المقياس السميك، مما أدى إلى تراكم الخبرة العملية القيمة للإنتاج الرسمي بكميات كبيرة للخشب البلاستيكي الصلب عالي المواصفات. في المرحلة التالية، ستعمل Yongte على تسريع إكمال تحسين قسم القولبة والتحقق من التشغيل الثانوي، وتلميع معلمات عملية البثق بشكل مستمر، والسعي لتحقيق إنتاج مستقر وعالي الدقة وعالي الكفاءة للألواح البلاستيكية المعاد تدويرها ذات السماكة الكبيرة، وتمكين إعادة التدوير عالية القيمة والتطبيق الصناعي لنفايات البلاستيك.

أخبار ذات صلة
- Yongte تكمل خط بثق إطار الباب WPC الرغوي الصلب للعميل الهندي
- هل يمكن لآلة الأخشاب البلاستيكية Yongte إنتاج أشكال وأحجام مختلفة من الأخشاب البلاستيكية؟
- المعلمات المرجعية لخط بثق باب WPC
- كيفية حل مشكلة احتراق المواد أثناء عملية بثق أبواب WPC؟
- تجربة القبول لخط إنتاج أنابيب التسرب المطاطية للعميل الهندي
- أكملت Yongte اختبار قبول المصنع لآلة البثق المزدوجة اللولب لإعادة تدوير البلاستيك للعميل الأفريقي
اترك لي رسالة











