

الحل التقني لحل مشكلة سرعة البثق غير المتوازنة لخط بثق المقاطع البلاستيكية ذو الأربعة تجاويف
الحل التقني لحل مشكلة سرعة البثق غير المتوازنة لخط بثق المقاطع البلاستيكية ذو الأربعة تجاويف
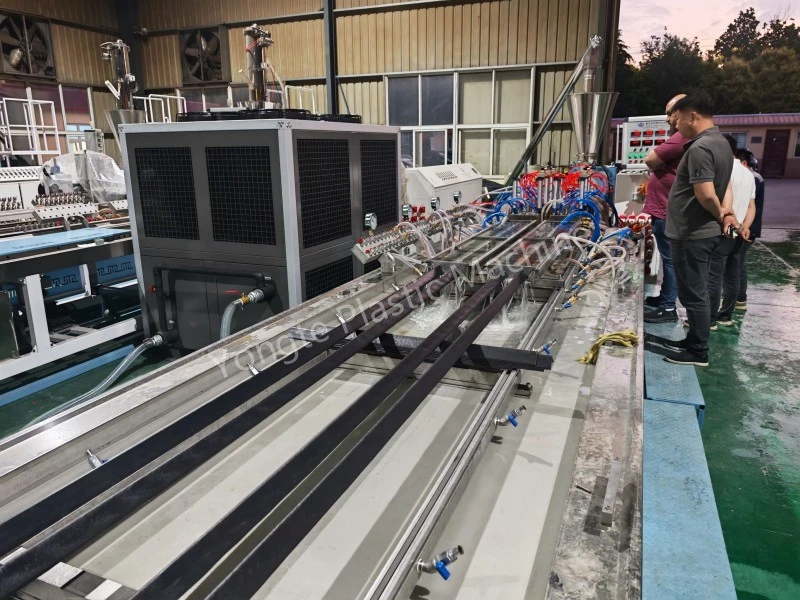
في عملية إنتاج بثق المقاطع البلاستيكية ذات الأربعة تجاويف، تعد سرعة البثق غير المتوازنة بين التجاويف الأربعة مشكلة فنية شائعة. ستتسبب هذه المشكلة بشكل مباشر في عدم اتساق دقة أبعاد المنتج، وسماكة الجدار غير المتساوية، والملفات الجانبية المعيبة، وانخفاض إنتاجية الإنتاج، مما يحد بشكل خطير من استقرار وكفاءة الإنتاج الضخم. على أساس مواد الإنتاج الفعلية ومواصفات المنتج للعملاء، قام فريق Yongte الهندسي بتطوير مخطط تصميم نظام الدعم والقالب الاحترافي الأمثل لحل مشكلة سرعة التشغيل غير المتسقة للمقاطع ذات التجاويف الأربعة، وتحقيق إنتاج عالي الدقة ومستقر ومتزامن لخطوط البثق ذات الأربعة تجاويف.
1. خلفية المشاكل التقنية
تعتمد قوالب البثق التقليدية ذات الأربعة تجاويف بنية متكاملة للتحكم في التسخين والتدفق. تتأثر بعوامل مثل التوزيع غير المتساوي لتدفق الذوبان، وانحراف درجة الحرارة للمناطق المحلية للقالب، وأخطاء التجميع المعالجة، فإن سرعة البثق للتجويفات الأربعة تكون عرضة لعدم الاتساق أثناء الإنتاج المستمر. سيؤدي انحراف السرعة بين التجاويف إلى اختلافات في سرعة تشكيل التشكيل الجانبي وانكماش التبريد، مما يؤدي إلى عيوب في جودة الدفعة مثل التزييف والتشوه والحجم غير المسموح به والتسطيح غير المستوي للسطح للمنتجات النهائية، والتي لا يمكنها تلبية متطلبات الإنتاج عالية المستوى للمقاطع البلاستيكية.
2. مخطط التصميم الاحترافي الأمثل
إلى جانب خصائص المواد الخام للعميل، ومعلمات هيكل المنتج وظروف الإنتاج في الموقع، قام مهندسو Yongte بتنفيذ تصميم مخصص مستهدف لهيكل القالب، والتحكم في التدفق، وقطع الجر ونظام النقل المساعد، مع حلول تقنية مفصلة على النحو التالي:
2.1 هيكل الجسم المزدوج مع التحكم المستقل في درجة الحرارة
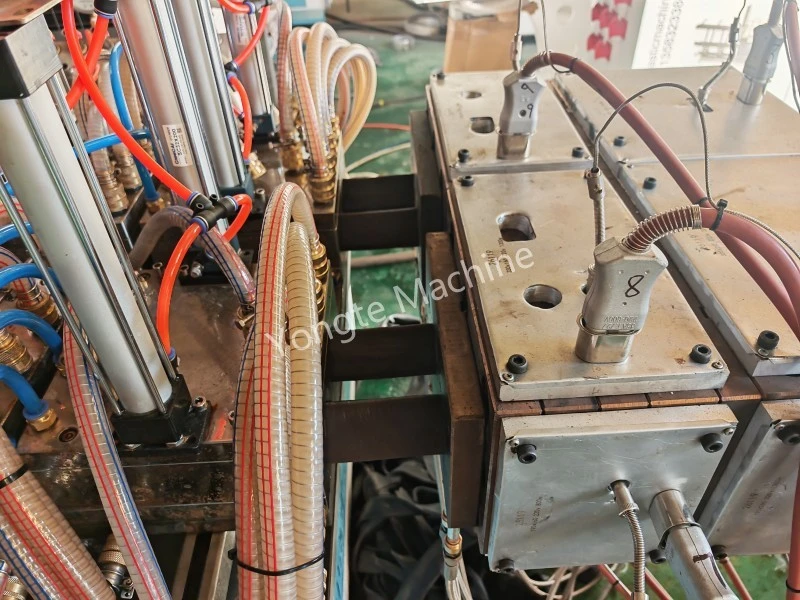
تم تحسين هيكل القالب الأصلي المتكامل ذو الأربعة تجاويف إلى أهيكل جسم مزدوج مستقل، مع كل جسم قالب مجهز بتجويفين للبثق. مجموعتا أجسام القوالب مستقلتان تمامًا في التصميم الهيكلي ونظام التحكم في درجة الحرارة. يتم تكوين كل جسم قالب بوحدة تسخين مستقلة ووحدة تحكم في درجة الحرارة، والتي يمكنها تحقيق تعديل دقيق لدرجة الحرارة وتحكم ثابت في درجة الحرارة. هذا التصميم يحل بشكل فعال مشكلة سيولة الذوبان غير المتناسقة الناتجة عن انحراف درجة حرارة القالب المتكامل، ويثبت حالة ذوبان البلاستيك لكل تجويف من المصدر، ويزيل السبب الأساسي لاختلاف السرعة بين أجسام القالب المختلفة.

2.2 آلية تعديل التدفق المستقلة لجسم القالب الفردي
تم تجهيز كل جسم قالب مستقل بجهاز صمولة خاص لضبط التدفق. بالنسبة لانحراف السرعة للتجويفين الموجودين داخل نفس جسم القالب المفرد الناتج عن اختلافات التدفق الصغيرة وأخطاء التجميع، يمكن تحقيق الضبط الدقيق عبر الإنترنت من خلال صامولة ضبط التدفق. من خلال الضبط الدقيق لتدفق تغذية الذوبان لتجويف واحد، يمكن الحفاظ على سرعة البثق للتجويفين في نفس جسم القالب متزامنة تمامًا، مما يحقق معايرة المستوى الجزئي لسرعة التجويف ويضمن توحيد مخرجات البثق وسرعة التشكيل لكل تجويف في نفس المجموعة.
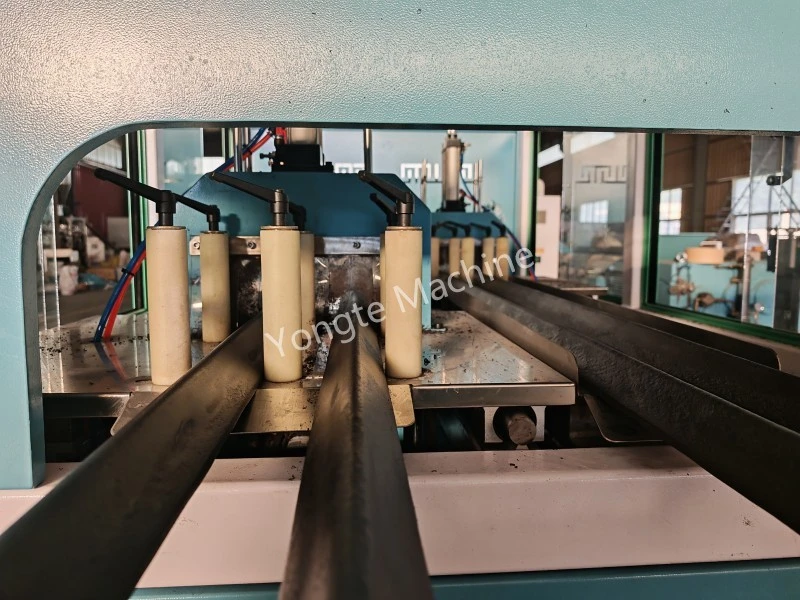
2.3 نظام مزدوج مستقل للتحكم في سرعة الجر
تم تكوين مجموعات مزدوجة من أنظمة الجر المستقلة لتتناسب مع هيكل القالب المزدوج وتصميم تجويف المجموعة المزدوجة. يختلف عن وضع الجر الفردي التقليدي الذي يقود أربعة تجاويف في وقت واحد، فإن مجموعتي معدات الجر تعملان بشكل مستقل مع برامج التحكم في السرعة المنفصلة. يمكن للنظام ضبط سرعة الجر بشكل مستقل لمجموعتي المقاطع ذات التجويفين وفقًا لسرعة البثق الفعلية لجسم القالب، مما يحقق المطابقة الديناميكية لسرعة البثق وسرعة الجر، وتجنب تمدد المظهر الجانبي، والانكماش وانحراف الأبعاد الناتج عن الجر غير المتزامن، وضمان المزيد من تناسق السرعة الإجمالي للتجويفات الأربعة.

2.4 نظام القطع المستقل ذو الطول الثابت
بالتوافق مع هيكل البثق والجر ثنائي المجموعة، تم تجهيز مجموعتين من أنظمة القطع المستقلة لعملية قطع منفصلة ذات طول ثابت. يتتبع كل نظام قطع بشكل مستقل ويطابق سرعة التشغيل وشوط التغذية لمجموعة الملفات المقابلة. يعمل وضع التحكم المستقل في القطع على التخلص من أخطاء القطع وعدم تناسق الطول الناجم عن القطع الموحد للمقاطع مع اختلافات طفيفة في السرعة، مما يضمن دقة القطع ذات الطول الثابت لكل ملف تعريف تجويف، ويحسن معدل تأهيل المنتج.
2.5 مطابقة نظام النقل والتكديس الأوتوماتيكي
تم تكوين مجموعتين من رفوف النقل والتكديس المستقلة، والتي تتوافق بدقة مع أنظمة القطع المزدوجة. بعد الانتهاء من القطع ذو الطول الثابت بواسطة معدات القطع، تقوم معدات النقل والتكديس تلقائيًا بإكمال أعمال استلام ونقل وتكديس المواد لمجموعة المقاطع المقابلة. إن التشغيل المتزامن والمستقل لنظام النقل يتجنب تراكم المواد والبثق وارتباك النقل الناجم عن السرعة غير المتزامنة لمقاطع التجاويف المختلفة، ويضمن التشغيل السلس والمستمر لخط الإنتاج بأكمله، ويحقق إنتاجًا آليًا ومنظمًا.

3. المزايا التقنية وتأثيرات الإنتاج
من خلال التصميم المخصص المنهجي المذكور أعلاه، تم حل مشكلة سرعة البثق غير المتسقة بأربعة تجاويف في إنتاج المقاطع البلاستيكية بالكامل. يشكل التحكم المستقل في درجة الحرارة ثنائي القالب + الضبط الدقيق للتدفق لمجموعة واحدة + نظام الجر والقطع المزدوج المستقل معايرة سرعة الارتباط الكامل ونظام التحكم المتزامن. يتمتع النظام بالمزايا المهمة التالية: أولاً، يحقق التحكم في المصدر لتدفق الذوبان ودرجة الحرارة، ويزيل فرق السرعة الأولي للبثق؛ ثانيًا، إنها تحقق تعديلًا ديناميكيًا دقيقًا للسرعة في عملية الإنتاج لضمان التشغيل المتزامن لأربعة تجاويف على المدى الطويل؛ ثالثًا، يعمل النظام المساعد الآلي المطابق على تحسين استقرار الإنتاج واتساق المنتجات النهائية.
بعد التحقق من الإنتاج في الموقع، هذا التصميم الأمثل يقلل بشكل فعال من التسامح الأبعاد ومعدل تشكيل العيوب للمقاطع ذات التجاويف الأربعة، ويحسن استقرار الإنتاج الكلي وكفاءة الإنتاج لخط البثق، وهو مناسب للإنتاج القياسي طويل الأجل وكبير الحجم لمختلف المقاطع البلاستيكية.

أخبار ذات صلة
- تسليم خط إنتاج المقاطع البلاستيكية المجوفة الأربعة إلى الأردن بعد التشغيل الناجح
- حلول احترافية لمعالجة الاصفرار والخطوط والتشققات الهشة في أسطح الأبواب المركبة من الخشب والبلاستيك
- آلة بثق المقاطع البلاستيكية المعاد تدويرها ذات 4 تجاويف تصل إلى سرعة عالية تبلغ 8 متر / دقيقة
- حل لمشاكل إنتاج الطارد WPC
- ما هي المواد التي يمكن استخدامها في آلة Yongte WPC؟
- تم اختبار خط إنتاج إعادة تدوير نفايات المنسوجات بنجاح
اترك لي رسالة











