

لماذا فشلت الرغوة في خط إنتاج إطار باب WPC؟
حلول لحل مشكلة عدم الرغوة في إنتاج إطار الباب WPC
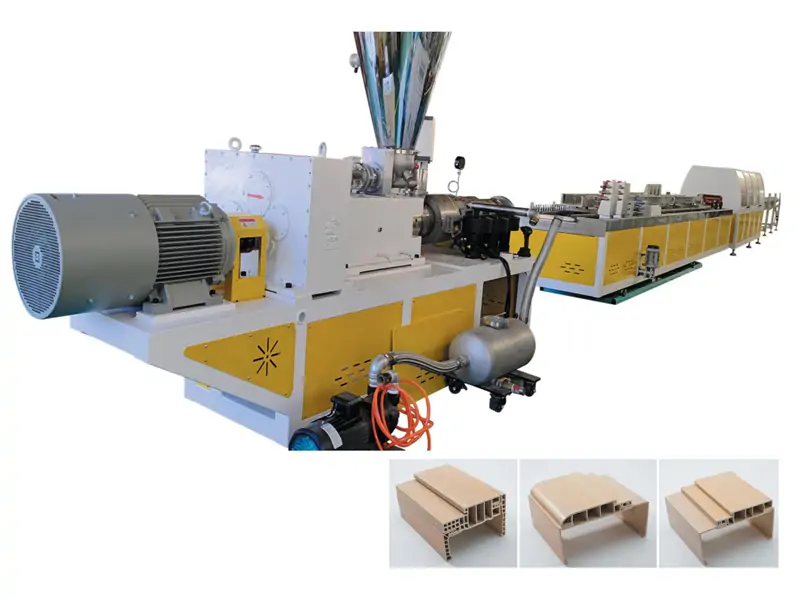
يونغتيآلة تصنيع إطار الباب WPCتصنع إطارات أبواب عالية الجودة من مادة PVC-الخشب المركبة باستخدام تقنية الرغوة. تجمع هذه المعدات المتطورة بين وحدات التحكم الدقيقة في درجة الحرارة والإعدادات اللولبية الخاصة لتحقيق مزيج مثالي من مصفوفة PVC والألياف الخشبية. وفي الوقت نفسه، يضمن نظام الرغوة توزيعًا متساويًا للخلايا، مما يحسن كلاً من القوة الهيكلية وخصائص العزل الحراري لإطارات الأبواب النهائية.
ومع ذلك، يواجه العديد من المشغلين صعوبات في تكوين الرغوة أثناء الإنتاج، مما يؤدي إلى زيادة وزن المنتج وبالتالي ارتفاع تكاليف التصنيع - وهي عوامل يمكن أن تؤدي إلى استبعاد السوق. بالاعتماد على سنوات من الخبرة الصناعية، قام مهندسو Yongte بتجميع وتحليل الحلول التالية لمعالجة مشكلة تكوين الرغوة. تشرح الأسباب الموضحة أدناه سبب فشل إطارات الأبواب الخشبية والبلاستيكية في تكوين الرغوة أثناء البثق وتحدد خطوات إجراء الفحص الذاتي.
I. مشكلات التركيب والمواد الخام (الأكثر شيوعًا)
1. عامل رغوة معيب أو غير كاف
· الظاهرة: عدم التوسع عند طرد العفن؛ كثافة عالية للغاية الملمس الصلب.
عامل الرغوة الأسباب والحلول
|
الأسباب |
حل |
|
جرعة غير كافية من عامل الرغوة (AC/NC/OBSH) (المعدل الطبيعي: 0.8-1.5 كجم لكل 100 كجم من PVC) |
زيادة كمية عامل الرغوة بمقدار 0.2-0.3 كجم لكل دفعة؛ اضبط تدريجيًا إلى 1.0-1.2 كجم لكل 100 كجم من مادة PVC.
|
|
يُظهر عامل الرغوة استرطابية أو تكتلًا أو انتهاء صلاحية أو انخفاضًا حادًا في كفاءة التحلل. |
استبدله بدفعة جديدة من عامل الرغوة وقم بتخزينه في بيئة جافة. |
|
يؤدي غياب المنشطات (مثل ZnO أو ZnSt) إلى ارتفاع درجات حرارة التحلل بشكل مفرط وتحلل غير كامل. |
أضف 0.1-0.3 كجم من أكسيد الزنك كمنشط لتقليل درجة حرارة التحلل. |
2. منظم الرغوة غير المتوازن (على سبيل المثال، ACR أو منظم الرغوة)
· الظاهرة: إما عدم حدوث رغوة، أو أن الرغوة تؤدي إلى بنية خلية خشنة أو انهيار الخلية.
تطبيق منظم الرغوة والحل
|
منظم الرغوة |
عرض المشكلة |
حل |
|
جرعة غير كافية
|
قوة ذوبان منخفضة ← فشل في احتجاز الغازات ← غياب الرغوة أو تمزق الفقاعات |
1. الجرعة القياسية: 5-8 كجم (ACR530) 2. إذا لم تحدث رغوة: أضف 0.5-1 جزء من المعدل لتعزيز قوة الذوبان 3. إذا لم تحدث رغوة بعد: قم بتقليل جرعة المعدل بمقدار 0.3 إلى 0.5 كجم لتقليل لزوجة الذوبان |
|
جرعة مفرطة |
لزوجة ذوبان مفرطة ← تمدد فقاعي مقيد ← كثافة عالية بدون رغوة |
1. الجرعة القياسية: 5-8 كجم (ACR530) 2. إذا لم تحدث رغوة: أضف 0.5-1 جزء من المعدل لتعزيز قوة الذوبان 3. إذا لم تحدث رغوة بعد: قم بتقليل جرعة المعدل بمقدار 0.3 إلى 0.5 كجم لتقليل لزوجة الذوبان |
س
3. نظام التشحيم غير المتوازن (نسبة الانزلاق الداخلي / الخارجي غير صحيحة)
· الظاهرة: التلدين السريع أو البطيء؛ الفشل في التوسع بعد طرد العفن. سطح مظلم.
قضايا التشحيم والحلول في عملية الرغوة
|
مشكلة |
سبب |
تأثير |
حل |
|
الانزلاق الداخلي المفرط |
التلدين السريع والرغوة المبكرة |
تحرير الضغط عند القالب؛ لا رغوة عند القالب |
تقليل الانزلاق الداخلي وزيادة الانزلاق الخارجي |
|
الانزلاق الخارجي المفرط |
اللزوجة المنخفضة الذائبة وسوء انحباس الغاز |
الفشل في الرغوة |
نسبة التشحيم النموذجية: الانزلاق الداخلي (حمض دهني) 0.5-0.9 كجم؛ الانزلاق الخارجي (شمع PE أو OPE) 0.3-0.8 كجم |
|
التشحيم غير كاف |
سوء التلدين، عزم الدوران العالي، التوزيع غير المتساوي لدرجة الحرارة |
تحلل عامل الرغوة غير الكامل |
زيادة الانزلاق الداخلي وتقليل الانزلاق الخارجي |
س
4. الحشو الزائد أو دقيق الخشب أو المواد المعاد تدويرها
· الظاهرة: مادة جافة بشكل مفرط؛ تدفق ذوبان ضعيف صعوبة في الرغوة.
مشكلة الفيلر وحلها
|
问题 |
شكرا جزيلا |
|
إجمالي الحشو (دقيق الخشب + كربونات الكالسيوم) الذي يتجاوز 180-220 كجم، أو نسبة المواد المعاد تدويرها> 30-50%، يؤدي إلى قوة ذوبان عالية بشكل مفرط وضعف انتشار الغاز. |
الحد من نسبة المواد المعاد تدويرها إلى ≥30%؛ التحكم في إجمالي محتوى الحشو في حدود 150-200 كجم. |
|
دقيق الخشب غير المجفف (محتوى الرطوبة > 2%) ← انخفاض امتصاص الحرارة، وضعف التلدين، والتداخل مع الرغوة. |
دقيق الخشب الجاف عند درجة حرارة 80-120 درجة مئوية لمدة 2-4 ساعات للوصول إلى محتوى الرطوبة <0.5%. |
س
5. المثبت الحراري غير الكافي أو ذو الجودة الرديئة
· الظاهرة: ارتفاع درجة الحرارة المحلية، والاصفرار، والتحلل المبكر لعامل الرغوة، وعدم تكوين الرغوة عند طرد العفن.
· الحلول:
o • استخدم ملح الرصاص أو مثبت الكالسيوم والزنك بوزن 4.5-6 كجم لضمان ثبات درجة الحرارة العالية.
• النظر في إعادة صياغة نظام التثبيت لمنع التحلل المبكر وعدم توازن التشحيم.
ثانيا. معلمات عملية البثق (درجة الحرارة / الضغط / سرعة المسمار)
1. ملف تعريف درجة الحرارة غير صحيح (سبب العملية الأولية)
· مشكلات درجة الحرارة النموذجية غير الرغوية:
مشكلة درجة الحرارة والنتيجة
|
مشكلة في درجة الحرارة |
يؤثر |
نتيجة |
|
درجة حرارة البرميل منخفضة للغاية |
فشل عامل الرغوة في التحلل |
لا رغوة |
|
ارتفاع مفرط في درجة حرارة المنطقة الأمامية |
رغوة مبكرة |
فقدان ضغط القالب الداخلي؛ لا يوجد توسع عند القالب |
|
درجة حرارة تجويف القالب غير كافية |
تذوب جامدة للغاية |
لا يمكن أن تتوسع الفقاعات |
· ملف درجة الحرارة الموصى به (الطارد المخروطي المزدوج):
o • منطقة التغذية: 140-155 درجة مئوية (لمنع الرغوة المبكرة).
o • منطقة الانصهار/الضغط: 160-175 درجة مئوية (نافذة تحلل عامل الرغوة).
o • منطقة ذيل البرميل/الحافة: 165-178 درجة مئوية.
· • القالب/الفم: 160-172 درجة مئوية (5-10 درجات مئوية أقل من درجة حرارة البرميل).
درجة الحرارة المقترحة لكل منطقة
|
المناطق |
اقتراح درجة الحرارة (الوحدة: درجة مئوية) |
ملحوظة |
|
منطقة التغذية |
140-155 |
لمنع الرغوة المبكرة |
|
منطقة الانصهار/الضغط |
160-175 |
نافذة تحلل عامل الرغوة |
|
منطقة الذيل/الشفة للبرميل |
165-178 |
- |
|
يموت / يموت الفم |
160-172 |
5-10 درجات مئوية أقل من درجة حرارة البرميل |
· إجراء التعديل:
1. • أولاً، ارفع درجة الحرارة بمقدار 5-10 درجات مئوية ولاحظ ما إذا كانت الرغوة قد بدأت أم لا.
2. • إذا كان لا يزال غير رغوي: قم بزيادة درجة حرارة منطقة الانصهار بمقدار 5-8 درجات مئوية.
3. • في حالة حدوث رغوة مبكرة: خفض درجة حرارة منطقة التغذية بمقدار 5-10 درجات مئوية.
2. سرعة المسمار - عدم تطابق التغذية
مشكلة سرعة المسمار وحلها
|
مشكلة في سرعة المسمار |
مظهر المشكلة |
حل |
|
سرعة المسمار غير كافية |
سوء التلدين ومدة البقاء الطويلة ← رغوة مبكرة أو انحلال الغاز |
نطاق التشغيل العادي: 18-28 دورة في الدقيقة؛ بالنسبة للظروف غير الرغوية، قم بزيادة السرعة بمقدار 3-5 دورة في الدقيقة لتحسين أداء القص والتلدين. |
|
سرعة المسمار عالية جدًا. |
ارتفاع درجة حرارة القص والتلدين السريع ← رغوة مبكرة |
نطاق التشغيل العادي: 18-28 دورة في الدقيقة؛ بالنسبة للرغوة المبكرة، قم بتقليل السرعة بمقدار 3-5 دورة في الدقيقة لتأخير عملية التلدين. |
|
سرعة التغذية وسرعة البثق غير متطابقة
|
عدم استقرار الضغط
|
نطاق التشغيل العادي: 18-28 دورة في الدقيقة |
س
3. عدم كفاية الضغط داخل القالب
· الظاهرة: عدم التوسع عند طرد العفن؛ كثافة عالية.
· الأسباب:
o • فجوة القالب المفرطة؛ نسبة ضغط غير كافية تخفيف الضغط المبكر.
· الحلول:
o • تقليل فجوة القالب بشكل مناسب وزيادة ضغط الرأس.
• التحقق من وجود تسربات في نظام التفريغ أو الإخلاء الزائد.
ثالثا. مشاكل المعدات والموت
مشكلة الماكينة وحلها
|
مشكلة الآلة |
وصف المشكلة |
حل |
|
ارتداء المسمار الطارد |
انخفاض نسبة الضغط، وسوء التلدين، والضغط المنخفض |
استبدال أو إصلاح المسمار |
|
التحكم غير الدقيق في درجة الحرارة |
تنحرف درجة الحرارة الفعلية عن القيمة المعروضة بمقدار > 10 درجات مئوية |
إعادة معايرة المزدوجات الحرارية |
|
تصميم عداء القالب |
المناطق الميتة أو تراكم المواد أو التوزيع غير المتساوي لدرجة الحرارة |
تلميع وتنظيف و/أو إضافة أشرطة تسخين |
|
نظام العادم/الفراغ |
الشفط المفرط ← إزالة الغاز الرغوي |
تقليل ضغط الفراغ |
رابعا. خطوات استكشاف الأخطاء وإصلاحها السريعة (حسب الأولوية)
1. تحليل شريط المواد:
o • انعدام تام للتمدد بعد طرد القالب ← عدم كفاية عامل الإرغاء، أو عامل الإرغاء غير المتحلل، أو درجة الحرارة المنخفضة للغاية.
o • تكوين فقاعات داخل القالب ولكن لا يوجد تمدد بعد القولبة ← تكوين رغوة مبكرة (حرارة مفرطة في المنطقة الأمامية أو انزلاق داخلي مفرط).
2. التحقق من الوصفة الطبية:
o • هل جرعة عامل الرغوة + المنشط كافية؟
o • هل تتراوح جرعة منظم الرغوة بين 5 و8 كجم؟
o • هل الانزلاق الداخلي مفرط؟
o • هل المواد المعاد تدويرها أو محتوى الحشو مبالغ فيها؟
3. تعديل معلمة واحدة (تعديل معلمة واحدة فقط في كل مرة):
o الخطوة 1: رفع درجة حرارة منطقة الانصهار بمقدار +5-10 درجات مئوية؛ يراقب.
o الخطوة 2: زيادة منظم الرغوة بمقدار +0.5 كجم.
o الخطوة 3: تقليل الانزلاق الداخلي بمقدار -0.2 كجم وزيادة الانزلاق الخارجي بمقدار +0.2 كجم.
o الخطوة 4: زيادة سرعة المسمار بمقدار +3-5 دورة في الدقيقة.
4. الاختبار والتحقق:
o • بعد كل ضبط، قم بتثبيت البثق لمدة 10-15 دقيقة قبل أخذ العينات.
• تقييم الكثافة، وبنية الخلية (تجانس المسام)، وقياس السطح.
· التركيبة الموصى بها لإطارات الأبواب الخشبية والبلاستيكية (لكل 100 كجم من PVC):
o • عامل الرغوة (AC): 1.0–1.2 كجم + أكسيد الزنك: 0.2 كجم
o • منظم الرغوة: 6-7 كجم
o • مواد التشحيم الداخلية (حمض دهني): 0.6-0.8 كجم
o • مواد التشحيم الخارجية (شمع البولي ايثيلين): 0.4-0.6 كجم
o • الحشو (أساس جاف): 60-80 كجم
o • المواد المعاد تدويرها: ≥30%
أخبار ذات صلة
- محاولة لجعل قشرة جوز الهند في التزيين WPC
- آلة سحق وطحن مسحوق الخشب عالية الإنتاجية وموفرة للطاقة: Yongte تجتاز قبول الأداء في الموقع من قبل العميل الأوروبي
- محبب WPC عالي الأداء للعملاء الأوروبيين
- خط بثق الخشب البلاستيكي للألواح الصلبة بسمك 50 مم
- Yongte تكمل خط بثق إطار الباب WPC الرغوي الصلب للعميل الهندي
- هل يمكن لآلة الأخشاب البلاستيكية Yongte إنتاج أشكال وأحجام مختلفة من الأخشاب البلاستيكية؟
اترك لي رسالة











